Giuntura TMAX, diventare un agente!
Giuntura TMAX, diventare un agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Articolo n.:
TMAX-Polymer-PackPagamento:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine del prodotto:
ChinaPorto di spedizione:
Xiamen PortTempi di consegna:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate

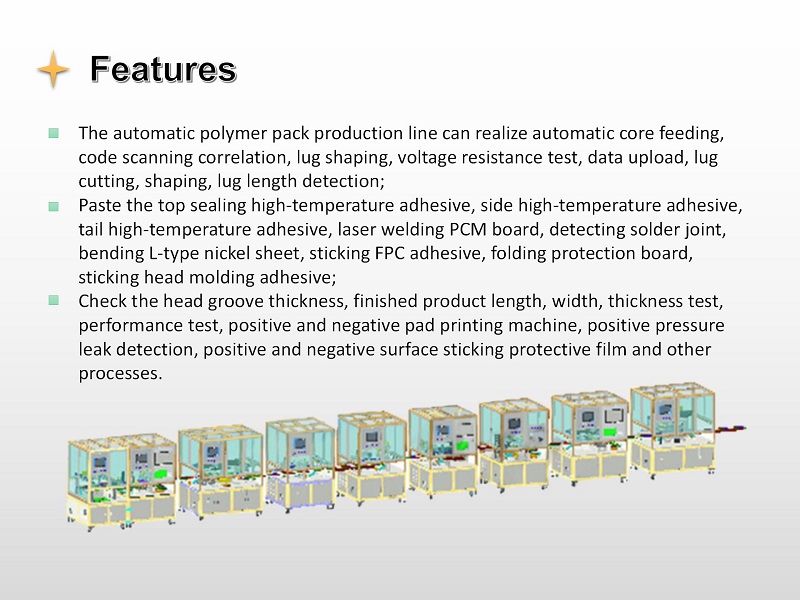
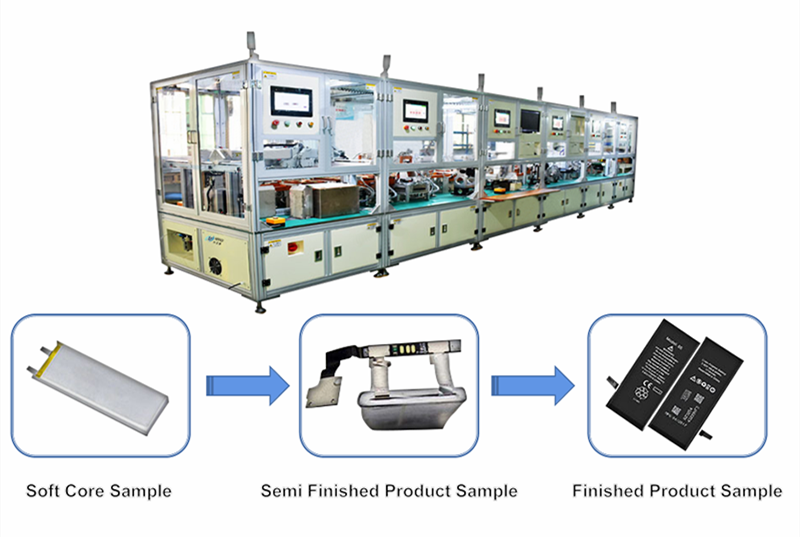
1.Attrezzatura Funzione Introduzione
La linea di produzione automatica viene utilizzata principalmente per completare il processo di produzione della batteria del telefono cellulare.
Il flusso del processo include:
1)Pbatteria ai polimeri linguetta modellazione ,
2)Test OCV,
3)Scheda batteria taglio,
4)saldatura,
5)Dbiadesivo incollaggio,
6)BMS flessione,
7)Aadesivo incollare e formare,
8)Batteria terminata test;
9)Adesivo in spugna FPC incollaggio.
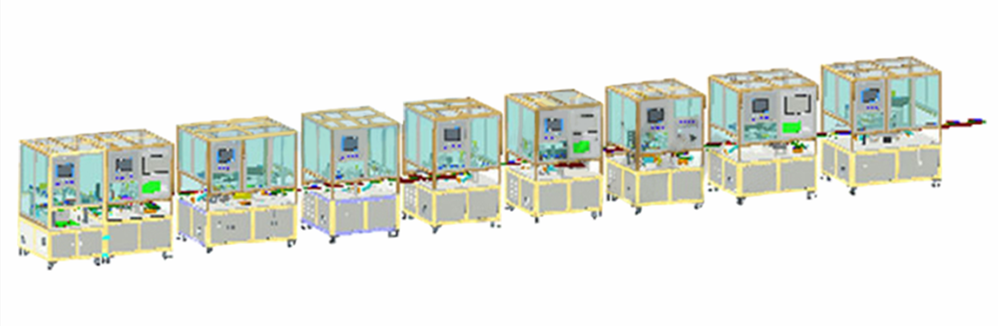
In base al flusso del processo e ai requisiti tecnici, la linea di confezionamento è collegata dalle seguenti 5 apparecchiature:
(1)Aalimentazione automatica + multifunzionale mmacchina;
(2)Saldatrice laser automatica;
(3)Nastro biadesivo + piegatrice per lamiera di nichel a L + piegatrice per lamiera protettiva;
(4)Macchina adesiva testa automatica.
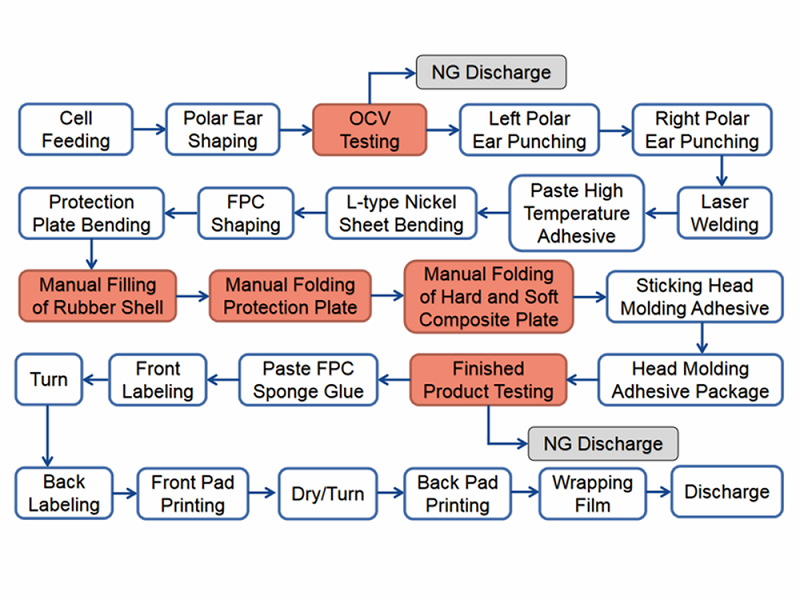
 2.Flusso del processo
2.Flusso del processo
3.Parametri tecnici
1. Intervallo applicabile di dimensioni della batteria (unità: mm):
Lunghezza: 40-130 mm (esclusa la lunghezza del capocorda)
Larghezza: 30-70 mm
Spessore: 3-10 mm
Lunghezza ansa: 4-20 mm
2. Condizioni ambientali:
Pressione dell'aria della sorgente d'aria: 0,5 ~ 0,6 MPa
Tensione di alimentazione: 220 V, 50 Hz
Potenza totale: â¤15kw
Rapporto di rilevamento dell'area: â¤500 kg/M²
Temperatura ambiente: 5ºC-50ºC
Umidità: 50% - 90%
3. Efficienza della linea di produzione: â¥900 pezzi/h
4. Tasso di utilizzo dell'attrezzatura: 98%
5. Tasso di qualificazione del prodotto: 98%
6. Le direzioni di alimentazione e scarico dell'apparecchiatura devono essere coerenti e la coda del nucleo elettrico deve essere rivolta verso la superficie operativa dell'apparecchiatura.
7. Applicabilità del processo: applicabile alle batterie soft pack con lo stesso processo.
8. Soddisfare i requisiti di sicurezza della produzione, inclusa la sicurezza del prodotto e la sicurezza della batteria.
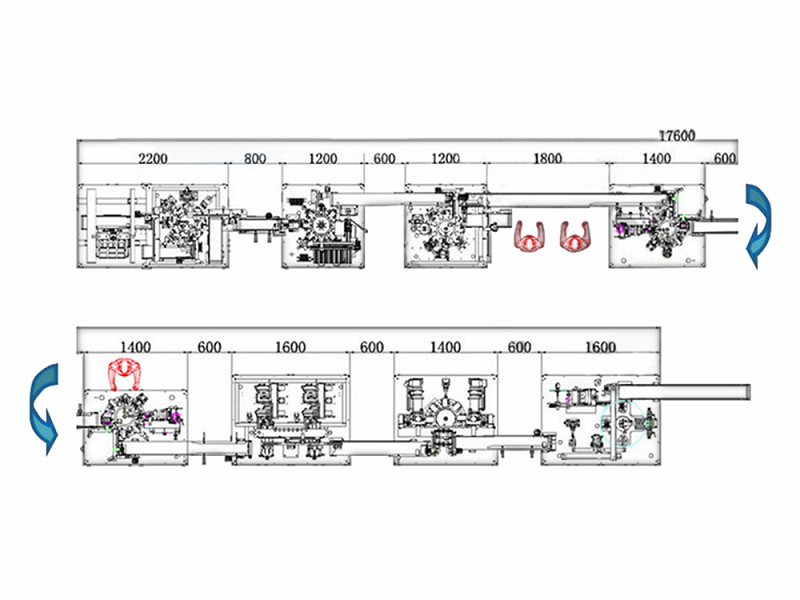
9. Dimensione complessiva (esclusa la catena di montaggio):
Corpo del filo: 9200 (lungo)*1200 (larghezza)*1900 (altezza) mm
Altezza catena di montaggio: 900mm±50mm
4. Layout generale dell'attrezzatura e descrizione del flusso di lavoro dell'attrezzatura
Disposizione generale del corpo della linea:
Nota: la linea comprende 4 persone, una delle quali è responsabile del pannello di protezione della macchina laser;
2 persone sono responsabili dell'installazione del guscio in gomma;
Una persona è responsabile dell'alimentazione, dell'ispezione dell'intera linea e della sostituzione di materiali come il nastro.
Requisiti di funzione e azione della singola apparecchiatura:
(1)Alimentazione automatica + Macchina multifunzione:
1) Azione funzionale
â La batteria viene caricata automaticamente dal vassoio di alimentazione alla catena di montaggio della macchina di alimentazione attraverso la macchina di alimentazione e il cilindro di posizionamento viene posizionato;
â¡ Il manipolatore del turno afferra la batteria dalla linea di assemblaggio della macchina di caricamento alla linea di assemblaggio di alimentazione della macchina multifunzione. La batteria può essere ruotata di 90°o capovolta a piacimento;
⢠Il nucleo elettrico entra attraverso la linea di assemblaggio di alimentazione della macchina multifunzione. Dopo che il nucleo elettrico è stato posizionato, viene afferrato dalla stazione di alimentazione della tavola rotante dal manipolatore di alimentazione;
⣠La tavola rotante ruota in senso orario per entrare nella stazione primaria di sagomatura dell'orecchio dell'asta;
⤠Ruotare la tavola rotante in senso orario per entrare nella stazione di prova, testare la resistenza interna della tensione, scansionare il codice e caricare i dati;
⥠La tavola rotante ruota in senso orario per accedere alla stazione di taglio della linguetta sinistra per tagliare la linguetta sinistra;
⦠La tavola rotante ruota in senso orario ed entra nella stazione di taglio della linguetta destra per tagliare la linguetta destra;
⧠La tavola rotante ruotamangiain senso orario; Entra nella scheda chirurgia plastica secondaria, chirurgia plastica dell'orecchio polare;
⨠La tavola rotante ruota in senso orario per entrare nella stazione di scarica della batteria, scaricare la batteria e agganciarla alla linea di alimentazione dell'attrezzatura; La cella ruota di 90°e poi gira di 180°.
2) Requisiti tecnici
â Capacità (UPH): â¥1200 pezzi/h
â¡ Tasso di utilizzo dell'attrezzatura: 98%
⢠Tasso qualificato: 99,5%
⣠Intervallo di deviazione della lunghezza di taglio del capocorda: ±0,2 mm
⤠Durata della taglierina â¥400000 volte
⥠Precisione del test di tensione: ±0,01% lettura. ±3dgtï¼Secondo la precisione del tester);
⦠Precisione del test di resistenza interna:±0,5% lettura.±5 cifreï¼Secondo la precisione del tester);
⧠Tasso di errore di valutazione: deve essere del 100% nei prodotti del canale OK e dello 0,3% nei prodotti del canale ng;
⨠Scansiona il codice della cella, associa e carica i dati del test;
â© Il materiale può essere prelevato dal vassoio di aspirazione in plastica impilato. Il vassoio non può essere collegato al vassoio. La batteria non può essere danneggiata durante il processo di recupero. Il vassoio vuoto dopo aver prelevato il materiale verrà rimosso automaticamente e ordinato in una pila;
⪠Dimensione complessiva (esclusa la catena di montaggio):
2200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
â« Dimensioni del materiale:
Nota: TIl carico del tavolo elevatore elettrico per il caricamento del nucleo è inferiore o uguale a 40 kg.
|
Nnome |
Lunghezza (mm) |
Larghezza (mm) |
Spessore (mm) |
Rosservazioni |
|
Aspirazione Pelastico Traggio |
270-420 mm |
215-350 mm |
Altezza di impilamento di più strati ⤠250mm |
Il numero di celle elettriche in ciascun pannello è 2-8 |
|
Batteria |
40-140mm |
35-80mm |
3-8 mm |
|
3) Configurazione tasti
â Tester: Lanqi BK600A, 1 set
â¡ Pistola per scansione: Honeywell, 1 set
(2) Saldatrice laser:
1) Azione Funzionale
â La batteria entra nella macchina laser attraverso la catena di montaggio di alimentazione, viene afferrata dal manipolatore di alimentazione nel posizionamento secondario e la batteria ruota di 90°;
⡠Il manipolatore di caricamento afferra la batteria dal posizionamento secondario alla stazione di caricamento del piatto rotante e la batteria ruota di 45°;
⢠La tavola rotante ruota in senso antiorario per entrare nella stazione di sagomatura dell'orecchio dell'asta per la modellatura dell'orecchio dell'asta;
⣠La tavola rotante ruota in senso antiorario ed entra nella stazione di alimentazione della piastra di protezione per caricare la piastra di protezione;
⤠La tavola rotante ruota in senso antiorario ed entra nella stazione di posizionamento della piastra di protezione per posizionare la piastra di protezione;
⥠La tavola rotante ruota in senso antiorario per accedere alla stazione di saldatura laser per la saldatura laser;
⦠La tavola rotante ruota in senso antiorario per entrare nella batteria
stazione di scarico, scaricare la batteria e agganciarla alla linea di alimentazione dell'apparecchiatura.
2) Requisiti tecnici
â Capacità (UPH): â¥1200 pezzi/h;
â¡ Tasso di utilizzo dell'attrezzatura: 98%;
⢠Tasso qualificato: 99,5%;
⣠Precisione della posizione della saldatura laser: ±0,02 mm;
⤠Controllare la posizione di saldatura della piastra protettiva e del capocorda dell'elettrodo del nucleo elettrico e la precisione della posizione: ±0,1 mm;
⥠Pregiudizio sulla saldatura a punti (saldare quando la piastra protettiva e il capocorda dell'elettrodo del nucleo elettrico sono posizionati correttamente e prelevarli senza saldare quando NG);
⦠Standard di fermezza della saldatura: forza di trazione di nichel e materiali in nichelâ¥2kgf, forza di trazione di alluminio e materiali in nichel⥠0,6 kgf;
⧠L'energia positiva e negativa della saldatura laser può essere impostata separatamente e commutata liberamente (Nota: il produttore della macchina laser è responsabile di questo elemento e il produttore del corpo del filo è responsabile dell'attivazione la connessione, ecc.);
⨠Dimensione complessiva (esclusa la catena di montaggio):
1200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
â© Dimensione del materiale:
|
Nome |
Lunghezza (mm) |
Larghezza (mm) |
Spessore (mm) |
Osservazioni |
|
Piastra protettiva |
25-80mm |
Cedimento FPC 5-30 mm |
0,6-1,2 mm |
|
(3)Nastro biadesivo + Piegatrice per fogli di nichel a forma di L + Piegatrice per piastre protettive:
1) Azione funzionale
â La batteria entra nel nastro biadesivo + piegatrice per fogli di nichel a forma di L + piegatrice per piastre protettive attraverso la catena di montaggio di alimentazione. Dopo che la cella elettrica è stata posizionata, viene afferrata alla stazione di caricamento della tavola rotante dal manipolatore di alimentazione;
â¡ Ruotare la tavola rotante in senso antiorario per entrare nella stazione di incollaggio per completare l'incollaggio del biadesivo all'imboccatura della tazza;
⢠La tavola rotante ruota in senso antiorario ed entra nella stazione di piegatura del foglio di nichel a forma di L per piegare il foglio di nichel a forma di L;
⣠La tavola rotante ruota in senso antiorario ed entra nella stazione di sagomatura per modellare il foglio di nichel a forma di L per garantire l'adattamento;
⤠La tavola rotante ruota in senso antiorario per entrare nella stazione di sagomatura dell'FPC per modellare l'FPC;
⥠La tavola rotante ruota in senso antiorario per entrare nella stazione di piegatura della piastra protettiva e piegare la piastra protettiva di 90 °
⦠La tavola rotante ruota in senso antiorario ed entra nella stazione di scarica della batteria. La scarica della batteria viene prelevata direttamente dal manipolatore alla linea di montaggio di alimentazione dell'apparecchiatura;
⧠Dopo aver completato manualmente i processi di installazione manuale del guscio di gomma, piegatura manuale della piastra protettiva e piegatura manuale della piastra combinata morbida e rigida sulla catena di montaggio, la batteria scorre nell'apparecchiatura.
2) Requisiti tecnici
â Capacità (UPH): â¥1000 pezzi/h;
â¡ Tasso di utilizzo dell'attrezzatura: 98%;
⢠Tasso qualificato: 99,5%;
⣠Diametro interno del cilindro biadesivo (mm):â76;
⤠Precisione di incollaggio: ±0,25 mm;
⥠Angolo di piegatura: inferiore o uguale a 90;
⦠Il nucleo elettrico, la piastra protettiva e i suoi componenti devono essere protetti per evitare danni;
⧠Dimensione complessiva (esclusa la catena di montaggio):
1200 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
(4) Incollatrice testine completamente automatica:
1) Funzione di azione
â La batteria entra nella testa incollatrice attraverso la linea di alimentazione. Dopo che la cella elettrica è stata posizionata, viene agganciata alla stazione di caricamento della tavola rotante dal manipolatore di alimentazione;
â¡ Ruotare la tavola rotante in senso antiorario per entrare nella stazione di incollaggio della testa e attaccare la colla di formatura sulla superficie superiore della batteria;
⢠Ruotare la tavola rotante in senso antiorario per entrare nella stazione di avvolgimento della colla e avvolgere le orecchie su entrambi i lati della colla per stampaggio sul retro della batteria;
⣠La tavola rotante ruota in senso antiorario per entrare nella stazione di avvolgimento della colla e avvolgere la parte superiore della testa formando la colla sul retro della batteria;
⤠La tavola rotante ruota in senso antiorario per entrare nella stazione di scarica della batteria, scaricare la batteria e agganciarla alla linea di alimentazione dell'attrezzatura.
2) Parametri tecnici
â Capacità (UPH): â¥1100 pezzi/h;
â¡ Tasso di utilizzo dell'attrezzatura: 98%;
⢠Tasso qualificato: 99,5%;
⣠Diametro interno del cilindro biadesivo (mm): â76;
⤠Precisione di incollaggio: ± 0,25 mm;
⥠Dimensione complessiva (esclusa la catena di montaggio):
1400 (Lunghezza)*1200 (Larghezza)*1900 (Altezza) mm.
5.Requisiti generali per le apparecchiature
(1) Requisiti di utilizzo generali
1) Ciascuna apparecchiatura della stazione può selezionare il funzionamento indipendente o il funzionamento vincolante e salvare i dati in base ai requisiti di ciascun modulo.
2) Il dispositivo di utensileria può essere sostituito ed è applicabile ad altri modelli di prodotti.
3) Le parti facilmente usurabili devono essere sostituibili separatamente.
4) È necessario eseguire un trattamento antiscivolo per le viti nelle stazioni con elevata attività e resistenza dell'attrezzatura, e devono essere installati apparecchi ortodontici sui fori delle viti su bachelite e altre parti.
5) Evitare o proteggere le parti che possono danneggiare il nucleo elettrico, come cadute, schiacciamenti, graffi, saldature, ecc.
6) Il trattamento elettrostatico dell'intera apparecchiatura deve soddisfare i
requisiti dell'azienda e le parti di contatto della piastra protettiva devono essere realizzate in materiali antistatici.
7) Ciascuna apparecchiatura deve essere dotata di impianti di illuminazione separatamente e sono necessarie lampade a risparmio energetico.
8) Tutela del prodotto e controllo qualità:
â Non inferiore ai requisiti del funzionamento manuale della linea esistente (vedere il diagramma di flusso del processo del prodotto per i dettagli).
â¡ Il processo operativo richiede che il codice a barre della batteria sia destinato a realizzare la chiusura della scheda per evitare la mancata elaborazione e il deflusso di prodotti difettosi.
(2) Requisiti di sicurezza meccanica
1) Rispettare gli standard di sicurezza nazionali e le normative nazionali in materia di sicurezza e salute.
2) L'apparecchiatura deve essere dotata di misure di protezione di sicurezza valide e complete, come rete protettiva, protezione fotoelettrica, grata protettiva e altri dispositivi di protezione. Le parti rotanti, le parti pericolose e le parti pericolose dell'attrezzatura devono essere dotate di dispositivi di protezione.
3) I dispositivi di protezione e altre strutture devono impedire agli operatori di entrare nell'area pericolosa operativa, o quando il personale entra per errore nell'area pericolosa, l'attrezzatura può percepire la corrispondente azione protettiva, che difficilmente causerà lesioni al personale, cioè la protezione i dispositivi devono realizzare il collegamento e l'interblocco con il sistema di controllo dell'apparecchiatura.
4) Le parti mobili e i componenti che vengono regolati e mantenuti frequentemente devono essere dotati di coperture protettive mobili. Se necessario, deve essere installato un dispositivo di interblocco per garantire che le parti mobili non possano essere avviate senza chiudere il dispositivo di protezione (incluso coperchio protettivo, porta protettiva, ecc.); Una volta aperto il dispositivo di protezione (incluso coperchio protettivo, porta protettiva, ecc.), l'apparecchiatura si arresterà automaticamente immediatamente.
5) La trasmissione, l'azione, la radiazione e altre parti dell'apparecchiatura devono avere buoni dispositivi di protezione dello schermo.
6) Il meccanismo operativo dell'attrezzatura, come maniglia, volantino e tirante, deve essere impostato con funzionamento conveniente, sicurezza e risparmio di manodopera, segni chiari, completi, solidi e affidabili.
(3) Requisiti di sicurezza elettrica
1) Il sistema di controllo può garantire che l'alimentazione energetica dell'apparecchiatura non causi pericoli in caso di anomalie e che l'apparecchiatura stessa non venga danneggiata o ferisca il personale.
2) Il sistema di controllo deve essere lontano da aree infiammabili, esplosive, ad alta temperatura, elevata umidità e ad alta corrosione. Se ciò è inevitabile, devono essere adottate le necessarie misure di schermatura e il quadro elettrico deve avere buone condizioni di dissipazione del calore. La linea di controllo deve garantire di non causare danni anche se la linea si guasta o è danneggiata.
3) Il sistema di controllo deve essere posizionato in una posizione comoda per il funzionamento e l'osservazione da parte dell'operatore. L'apparecchiatura è dotata dei pulsanti di arresto di emergenza necessari in base alle condizioni specifiche. Il meccanismo di arresto di emergenza deve essere autobloccante e il suo colore di funzionamento è rosso. Se è presente un colore di sfondo, il colore di sfondo sarà nero. Le parti operative dell'interruttore a pulsante devono essere del tipo a pressione palmare o a testa di fungo.
4) Sistema di controllo elettrico dell'apparecchiatura: con funzioni di protezione da sovraccarico e protezione da cortocircuito.
5) Durante l'ispezione, la regolazione e la manutenzione, è necessario impedire l'avvio errato delle apparecchiature di produzione che devono osservare l'area pericolosa o parti del corpo umano che devono estendersi nell'area pericolosa. Quando l'apparecchiatura può mettere a repentaglio la sicurezza personale a causa di un avvio accidentale, è necessario configurare dispositivi di protezione di sicurezza obbligatori per impedire l'avvio accidentale.
6) Quando l'energia viene interrotta accidentalmente e poi reinserita, l'apparecchiatura deve essere in grado di evitare un funzionamento pericoloso.
7) Viene adottato il sistema di alimentazione trifase a cinque fili e vengono adottate le misure di connessione protettiva del neutro per l'involucro dell'apparecchiatura.
8) Durante il funzionamento dell'apparecchiatura, quando un componente si guasta o è
danneggiato, l'attrezzatura stessa è dotata di misure di protezione corrispondenti, che non possono causare danni maggiori all'attrezzatura stessa o nuocere all'operatore. Le misure di protezione includono principalmente: protezione del tempo di esecuzione dell'azione: quando il tempo di esecuzione effettivo di un'azione supera il valore normale, verrà emesso un allarme; Protezione da malfunzionamenti: a causa della scarsa tenuta e scarico della pressione della tubazione, ci sarà un allarme quando le parti che non dovrebbero agire agiscono.
9) Sono presenti misure per prevenire l'usura del filo attorno all'uscita dell'armadio di distribuzione e non è presente alcun connettore al centro della linea di alimentazione.
6.Marca ed elenco di imballaggio delle parti importanti
(1) Marche di parti importanti:
|
NO. |
Categoria parte standard |
Descrizione delle restrizioni sulla funzione e sul marchio |
|
1 |
Cornice |
Trattamento di cottura della vernice superficiale |
|
2 |
Tavola grande |
La superficie deve essere galvanizzata con uno spessore di 20 mm |
3 |
Pezzi lavorati |
Trattamento di sabbiatura e ossidazione per parti in alluminio e trattamento galvanico per parti in ferro |
|
4 |
Uomo-Macchina |
Marchio limitato a vialon |
|
5 |
PLC |
Omron ha una garanzia di tre anni e riserva il 10% delle porte |
|
6 |
Alimentazione |
Omron, Delta, Mingwei e altri alimentatori switching <15:30 |
|
7 |
Sensore |
Panasonic, Kearns, Omron |
|
8 |
Accessori per il controllo elettrico |
Le barre di cablaggio e le altre parti elettriche devono essere almeno di marche nazionali di alta qualità |
|
9 |
Contattore |
Schneider, Omron |
|
10 |
Pulsante |
Schneider, Omron |
|
11 |
Motore ordinario |
Xintaichuang |
|
12 |
Motore passo-passo |
Reyes |
|
13 |
Servomotore |
Panasonic, Fuji |
|
14 |
Scheda I/O |
Lesai, Ni, Gugao |
|
15 |
Cilindro ordinario |
Yadeke, SMC |
|
16 |
Cilindro senza stelo |
Yadeke, SMC |
|
17 |
Elettrovalvola |
Yadeke |
|
18 |
Combinazione di trattamento della sorgente di gas |
Yadeke |
|
19 |
Cuscinetto o Cuscinetto lineare |
Mismi, NSK, THK e altri marchi |
|
20 |
Guida |
Shanghai Bank, THK e altri marchi |
|
21 |
Modulo lineare |
Argento Shanghai, Mismi e altri marchi |
|
22 |
Parti standard strutturali |
Argento Shanghai, Mismi e altri marchi |
|
23 |
IPC |
Yanxiang |
|
24 |
Monitoraggio |
Filippo |
(2) Lista di imballaggio
|
NO. |
Nome |
Quantità |
Osservazioni |
|
1 |
Lista di imballaggio |
1 copia |
|
|
2 |
Certificato di conformità |
1 copia |
|
|
3 |
Manuale operativo |
2 copie |
|
|
4 |
Disegno di lavorazione delle parti vulnerabili |
1 copia |
|
|
5 |
Diagramma schema elettrico |
2 copie |
File elettronico |
|
6 |
Diagramma schematico della connessione IO |
2 copie |
|
|
7 |
Manuale di manutenzione dell'apparecchiatura |
1 copia |
|
|
8 |
Elenco delle parti vulnerabili |
1 copia |
File elettronico |









1 Imballaggio standard esportato: protezione anticollisione interna, imballaggio esterno in scatola di legno per esportazione.
2 Spedizione espressa, aerea, marittima in base alle esigenze dei clienti per trovare il modo più adatto.
3 Responsabile del danno durante il processo di spedizione, cambierà gratuitamente la parte danneggiata.

Categorie
Nuovi prodotti

Miscelatore sottovuoto planetario compatto a doppio albero da 500 ml o 250 ml Lab Scale Per saperne di più

Mulino planetario a sfere per la macinazione di polveri Per saperne di più

Pressa idraulica manuale Lab 12T con manometro digitale opzionale comunemente utilizzata nei laboratori a infrarossi Per saperne di più

Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588
Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588

Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588

Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588

Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588

Responsabile delle vendite:Davide E-mail:David@tmaxcn.com Wechat:18659217588
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

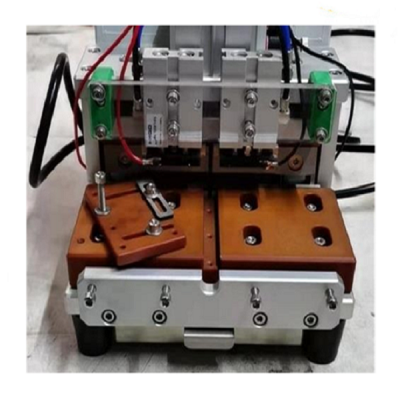
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
Per domande sui nostri prodotti o sul listino prezzi, contattateci e vi contatteremo entro 24 ore.
© Copyright: 2026 Xiamen Tmax Battery Equipments Limited Tutti i diritti riservati.

IPv6 rete supportata














